Вальцы ВМА-625х4
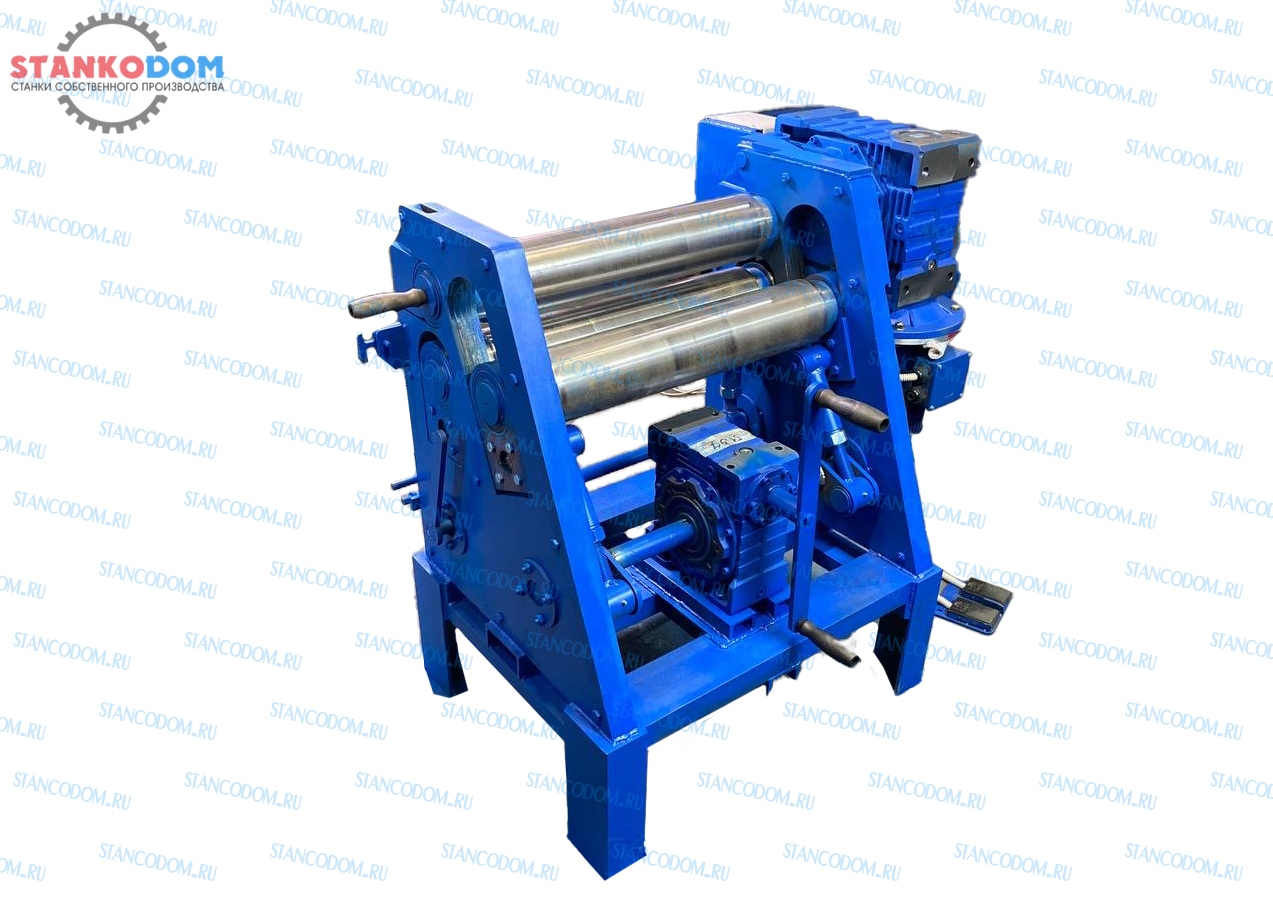




Рабочая длинна, мм; 625
Макс. толщина метала, мм; 4
Минимальный Ø гибки, мм; 110
Диаметр валов, мм ; 85х85х85
Габариты, ДхШхБ; 1200х660х1550
300 625 ₽
Характеристики
| Габариты ДхШхВ, мм | 1200х660х1550 |
| Диаметр валов, мм | 85х85х85 |
| Доп. комплектация | Закалка валов / Упор для проката конусов / Частотный преобразователь |
| Макс. толщина металла, мм | 4 |
| Минимальный Ø гибки, мм | 90 |
| Мощность, кВт | 3,5 кВт |
| Регулировка прижимного вала | На винтах / Редуктор / Мотор-редуктор |
| Тип привода | Электромеханический |
Описание
- Все валы цельнометалические
- Предусмотрено быстрое изъятие верхнего вала для выгрузки заготовки;
- Валы имеют центральное утолщение для ровномерной гибки;
- Савокупный привод вращение верхнего и нижнего валов, посредством комбинированной шестерёнчатой передачи и червячного мотор-редуктора.
- Регулировка заднего (бокового вала) ровномерно на базе линейной передачи и червячного редуктора с возможностью установки электродвигателя.
- Асимметричная схема расположеения валов.
Преимущества:
- В процессе обработки не происходит повреждения поверхности заготовки. Гарантия высокого качества готовых изделий;
- При изготовлении вальцовочных станков используются материалы высокого качества. Поэтому можно отметить, что предлагаемая техника обладает повышенной надёжностью и отличается износостойкостью.
- Станок удобен в работе. Два ведущих вала во избежание проскальзывания листа метала между валов, что делает обработку заготовок максимально комфортной;
- Станок находится в устойчивом положении. Возникающие производственные вибрации не оказывают существенного воздействия на точность проката.
- Быстрая и удобная регулировка оборудования под выполнение необходимых технологических операций;
- В случае необходимости можно без проблем выполнить транспортировку станка.
- Гибка заготовок цилиндрических, конических и овальных, станет простой и удобной операцией, которая не отнимает много времени и сил.
Принцип действия вальцовочного станка:
- В зазор между валами поступает листовой металл;
- Совершается радиусная деформация заготовки. В результате получается изделие цилиндрической, конической и овальной формы;
- Когда нужно создать заготовку конической формы, то применяется торможение одного из краёв обрабатываемого листа, с помощью упора для конусов.